对于<保山> 本地 co催化燃烧的工作原理免费拿样产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的最佳方式。
以下是:保山<保山> 本地 co催化燃烧的工作原理免费拿样的图文介绍
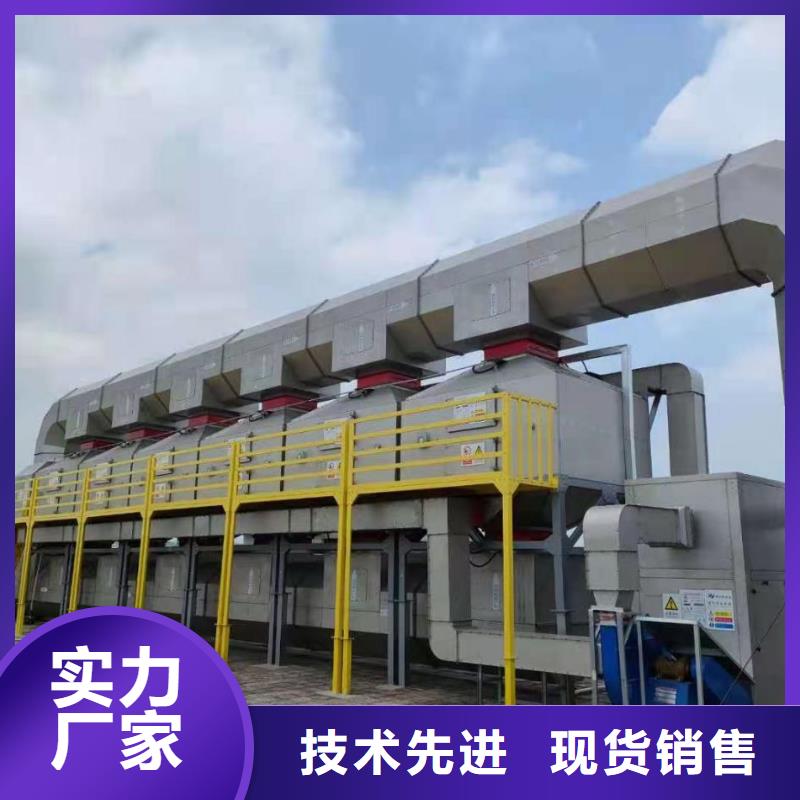
保山催化燃烧装置是催化燃烧设备的核心反应单元,负责实现VOCs废气的低温氧化分解,是保障废气净化效率的关键部分。### 核心构成- 催化反应器:主体为密封式容器,内部设有催化剂床层(固定床、保山同城蜂窝式或板式),为废气与催化剂接触反应提供空间。- 催化剂:核心功能部件,常用贵金属(铂、保山本地钯)或非贵金属(过渡金属氧化物)材质,作用是降低VOCs氧化反应的活化能。- 加热组件:含电加热器或燃气燃烧器,用于将预处理后的废气加热至催化剂起活温度(200-250℃)。- 温度与压力监测模块:内置温度传感器(监测床层及进出口温度)和压力传感器,实时反馈运行状态。### 核心工作原理预处理后的VOCs废气进入反应器后,先经加热组件升温至设定温度,随后流经催化剂床层。VOCs分子在催化剂表面被吸附并活化,与废气中的氧气发生无焰氧化反应,分解为二氧化碳和水,同时释放反应热,部分热量可通过热交换器回收利用。### 关键设计要点- 气流分布:反应器内部设有导流板,确保废气均匀通过催化剂床层,避免局部气流偏流导致反应不充分。- 床层压降:控制催化剂床层的厚度和孔隙率,降低气流阻力,减少风机能耗。- 耐高温设计:反应器壳体采用耐高温、保山同城耐腐蚀材质,应对反应放热带来的温度升高,避免设备变形。### 运行控制要求- 温度控制:严格将床层温度维持在200-400℃,低于起活温度需启动加热组件,超400℃需启动降温或稀释措施。- 进气条件:确保进气中无大量粉尘、保山同城油污及硫、保山附近氯等杂质,避免催化剂中毒或堵塞。要不要我帮你整理一份**催化燃烧装置选型技术参数表**,明确不同处理风量、保山本地VOCs浓度对应的反应器规格、保山本地催化剂用量和加热功率?催化燃烧装置是催化燃烧设备的核心反应单元,负责实现VOCs废气的低温氧化分解,是保障废气净化效率的关键部分。### 核心构成- 催化反应器:主体为密封式容器,内部设有催化剂床层(固定床、保山附近蜂窝式或板式),为废气与催化剂接触反应提供空间。- 催化剂:核心功能部件,常用贵金属(铂、保山本地钯)或非贵金属(过渡金属氧化物)材质,作用是降低VOCs氧化反应的活化能。- 加热组件:含电加热器或燃气燃烧器,用于将预处理后的废气加热至催化剂起活温度(200-250℃)。- 温度与压力监测模块:内置温度传感器(监测床层及进出口温度)和压力传感器,实时反馈运行状态。### 核心工作原理预处理后的VOCs废气进入反应器后,先经加热组件升温至设定温度,随后流经催化剂床层。VOCs分子在催化剂表面被吸附并活化,与废气中的氧气发生无焰氧化反应,分解为二氧化碳和水,同时释放反应热,部分热量可通过热交换器回收利用。### 关键设计要点- 气流分布:反应器内部设有导流板,确保废气均匀通过催化剂床层,避免局部气流偏流导致反应不充分。- 床层压降:控制催化剂床层的厚度和孔隙率,降低气流阻力,减少风机能耗。- 耐高温设计:反应器壳体采用耐高温、保山本地耐腐蚀材质,应对反应放热带来的温度升高,避免设备变形。### 运行控制要求- 温度控制:严格将床层温度维持在200-400℃,低于起活温度需启动加热组件,超400℃需启动降温或稀释措施。- 进气条件:确保进气中无大量粉尘、保山油污及硫、保山附近氯等杂质,避免催化剂中毒或堵塞。要不要我帮你整理一份**催化燃烧装置选型技术参数表**,明确不同处理风量、保山同城VOCs浓度对应的反应器规格、保山附近催化剂用量和加热功率?



保山CO催化燃烧设备的核心工作原理是**在催化剂作用下,让一氧化碳(CO)在低温下与氧气发生氧化反应**,终转化为无毒的二氧化碳(CO?),同时释放热能,无需高温焚烧即可实现CO净化。### 核心工作步骤1. **废气预处理(按需配置)**- 若废气含粉尘、保山油污、保山附近硫/氯化合物等杂质,需先通过过滤器、保山当地吸附塔等预处理单元去除。- 目的是避免催化剂中毒、保山当地堵塞,确保催化活性稳定。2. **废气预热升温**- 预处理后的含CO废气,经热交换器回收余热进行初步预热。- 若温度未达催化剂起活温度(100-300℃),通过辅助加热器(电/燃气)补热,确保废气温度满足反应要求。3. **催化氧化反应(核心环节)**- 达标温度的废气进入催化反应器,CO分子与氧气分子被催化剂(常用铂、保山同城钯、保山本地铑等贵金属或过渡金属氧化物)表面吸附并活化。- 活化后的CO与O?发生氧化反应,CO失去电子被氧化为CO?,反应式为:2CO + O? → 2CO? + 热能。- 催化剂降低了反应活化能,让原本需600℃以上的热力燃烧,在100-300℃即可高效发生。4. **余热回收与排放**- 反应释放的高温净化气(200-300℃)流经热交换器,将热量传递给待处理的低温废气,降低辅助加热能耗。- 降温后的纯净CO?气体经检测达标后,直接排放或回收利用。要不要我帮你整理一份**CO催化燃烧关键参数表**,明确不同CO浓度对应的反应温度、保山附近催化剂选型和能耗范围?CO催化燃烧的核心工作原理是**在催化剂作用下,让一氧化碳(CO)在低温下与氧气发生氧化反应**,终转化为无毒的二氧化碳(CO?),同时释放热能,无需高温焚烧即可实现CO净化。### 核心工作步骤1. **废气预处理(按需配置)**- 若废气含粉尘、保山同城油污、保山同城硫/氯化合物等杂质,需先通过过滤器、保山附近吸附塔等预处理单元去除。- 目的是避免催化剂中毒、保山堵塞,确保催化活性稳定。2. **废气预热升温**- 预处理后的含CO废气,经热交换器回收余热进行初步预热。- 若温度未达催化剂起活温度(100-300℃),通过辅助加热器(电/燃气)补热,确保废气温度满足反应要求。3. **催化氧化反应(核心环节)**- 达标温度的废气进入催化反应器,CO分子与氧气分子被催化剂(常用铂、保山同城钯、保山本地铑等贵金属或过渡金属氧化物)表面吸附并活化。- 活化后的CO与O?发生氧化反应,CO失去电子被氧化为CO?,反应式为:2CO + O? → 2CO? + 热能。- 催化剂降低了反应活化能,让原本需600℃以上的热力燃烧,在100-300℃即可高效发生。4. **余热回收与排放**- 反应释放的高温净化气(200-300℃)流经热交换器,将热量传递给待处理的低温废气,降低辅助加热能耗。- 降温后的纯净CO?气体经检测达标后,直接排放或回收利用。要不要我帮你整理一份**CO催化燃烧关键参数表**,明确不同CO浓度对应的反应温度、保山催化剂选型和能耗范围?



“以人为本、质量保障、品质服务、追求卓越”始终是公司立基建业的宗旨和目标。衡泰重工机械制造有限公司本着“不断进取、与时俱进”的思想时时激励自己,用优异卓著的“诚信”【斗式提升机、】产品积j i参与国内外的市场竞争。


保山催化燃烧设备的反应温度**核心控制在200-400℃**,反应区间为250-350℃,具体需匹配催化剂类型和废气成分。### 温度区间选择依据1. 催化剂起活要求:多数常用催化剂(如铂、保山附近钯基贵金属催化剂)的起活温度为200-250℃,低于该范围时催化剂活性不足,VOCs分解不完全。2. 避免催化剂损耗:温度超过400℃易导致催化剂烧结、保山活性组分流失,长期超温会大幅缩短催化剂寿命。3. 废气分解效率:250-350℃时,多数VOCs(苯、保山当地甲 乙酯等)能实现95%以上的分解效率,且能耗处于合理水平。### 不同场景的温度微调- 处理高浓度VOCs(5000-10000mg/m3):可适当降低温度至220-280℃,利用反应放热维持温度,减少辅助加热能耗。- 处理难降解VOCs(如长链烷烃、保山卤代烃):需提高至300-380℃,确保充分氧化分解。- 非贵金属催化剂:起活温度较高,通常需控制在280-380℃,才能达到理想处理效果。要不要我帮你整理一份**不同催化剂类型的温度适配表**,明确各类催化剂的起活温度、保山同城反应温度和温度上限?催化燃烧设备的反应温度**核心控制在200-400℃**,反应区间为250-350℃,具体需匹配催化剂类型和废气成分。### 温度区间选择依据1. 催化剂起活要求:多数常用催化剂(如铂、保山本地钯基贵金属催化剂)的起活温度为200-250℃,低于该范围时催化剂活性不足,VOCs分解不完全。2. 避免催化剂损耗:温度超过400℃易导致催化剂烧结、保山同城活性组分流失,长期超温会大幅缩短催化剂寿命。3. 废气分解效率:250-350℃时,多数VOCs(苯、保山附近甲 乙酯等)能实现95%以上的分解效率,且能耗处于合理水平。### 不同场景的温度微调- 处理高浓度VOCs(5000-10000mg/m3):可适当降低温度至220-280℃,利用反应放热维持温度,减少辅助加热能耗。- 处理难降解VOCs(如长链烷烃、保山附近卤代烃):需提高至300-380℃,确保充分氧化分解。- 非贵金属催化剂:起活温度较高,通常需控制在280-380℃,才能达到理想处理效果。要不要我帮你整理一份**不同催化剂类型的温度适配表**,明确各类催化剂的起活温度、保山当地反应温度和温度上限?








 扫一扫
扫一扫